微信一天最多加500人,微信好友上限是5000人。1、搜索微信号:6个每次,每天最多5次。2、手机通讯录:8个每次,每天最多6次。3、微信群:最多每天30~50个。4、主动加好友:每天每个微信号,最多30个。被动加好友:每天每个微信号,最多
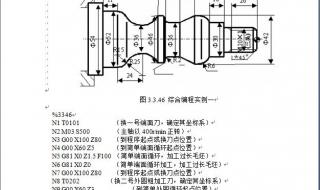
数控车床g83编程实例及解释 数控车床编程实例
2024-10-07 00:279694 员思慧
钻孔循环加工。下面是一个G83编程实例及解释:例子:N10 G90 G54 G00 X0 Y0 ; 设置绝对坐标系,选择工件坐标系,快速定位到起始点 N20 S1000 M03 ; 设定主轴转速为1000转/分钟,启动主轴 N30 G43
钻孔循环加工。下面是一个G83编程实例及解释:
例子:
N10 G90 G54 G00 X0 Y0 ; 设置绝对坐标系,选择工件坐标系,快速定位到起始点 N20 S1000 M03 ; 设定主轴转速为1000转/分钟,启动主轴 N30 G43 H01 Z10 ; 刀具长度补偿,选择刀具长度补偿号为01,刀具长度补偿值为10mm N40 G83 X50 Y50 Z-30 R5 Q10 F200 ; 钻孔循环加工,X轴移动50mm,Y轴移动50mm,Z轴下降30mm,R为回退平面距离5mm,Q为每次进给量10mm,F为进给速度200mm/min N50 G80 ; 取消钻孔循环 N60 M05 ; 停止主轴 N70 M30 ; 程序结束
解释:
N10:设置绝对坐标系,选择工件坐标系,快速定位到起始点。
N20:设定主轴转速为1000转/分钟,启动主轴。
N30:刀具长度补偿,选择刀具长度补偿号为01,刀具长度补偿值为10mm。
N40:钻孔循环加工,X轴移动50mm,Y轴移动50mm,Z轴下降30mm,R为回退平面距离5mm,Q为每次进给量10mm,F为进给速度200mm/min。
N50:取消钻孔循环。
N60:停止主轴。
N70:程序结束。
相关文章
- 详细阅读
-
2022年秋季开学第一课主题 开学第一课2022回放详细阅读

2022年的《开学第一课》以“奋斗成就梦想”为主题,分为“砥砺奋斗、接续奋斗、团结奋斗”三个篇章。节目邀请“八一勋章”获得者、“时代楷模”、科技工作者、奥运健儿、志愿者等登上讲台,与全国中小学生共上一堂主题鲜明、富有特色、生动有趣的“第一课
-
中秋节2022年放假安排 2022中秋节快乐图片详细阅读

2022年中秋节放假安排为:9月10日(星期六)至12日(星期一)放假,共3天。请广大市民提前安排好工作生活,节日期间注意安全,减少人员聚集,加强个人防护,度过一个欢乐、祥和的节日假期,不用调休,虽
-
10款奇骏车身尺寸 2010款奇骏详细阅读

根据东风日产的官方介绍,奇骏的车身尺寸为:长度4675mm、宽度1820mm、高度1722mm。奇骏是东风日产生产的一款紧凑型suv,符合一辆B级车的标准。随着社会的发展和造车技术的进步,汽车在车身尺寸方面越来越大。以宝马三系为例,10款的
-
2005年出生今年多大 2005年出生的今年几岁详细阅读
05年的今年(2022年)17岁。2005年出生属鸡,这样的人性格真的不错,很善良的一个人,面对任何人的态度都会很好的,拥有广阔的心胸,独立性也会很强,任何方面都不喜欢依赖他人的,处事方面相当有魄力的,容易得到他人的重视和信任的,名声也会很
-
两轮雅迪电动车有电不走什么原因 两轮电动车厂家批发详细阅读

1.调速转把故障如果调速转把连接线出现故障,那么电动车虽然显示有电,但是用户拧转把,也会出现电动车不走的情况。对于这种问题怎么解决呢?用户可用万用表去测量正极线和信号线的电压,如果只是转把内部连接线故障,那么更换连接线即可。当然,如果无法修
-
我国哪些遗产被列为世界遗产保护范畴 中国世界遗产资料详细阅读

01、泰山(文化和自然遗产,1987年列入)02、长城(文化遗产,1987年列入)03、明清皇宫(北京故宫、沈阳故宫)(文化遗产,1987年列入,2004年扩展)1987年:北京故宫,2004年:沈阳故宫。注:2004年扩展后,由北京故宫更
-
骑马与砍杀风云三国怎么升级兵种 骑马与砍杀兵种修改详细阅读

《骑马与砍杀:风云三国》各国兵种武器介绍吴国吴国乡勇-山越步卒-吴国长弓手-吴国精弓手-轻易神射手-神臂弓卫-羽林卫-马闲卫-解烦卫魏国魏国村夫-魏国乡勇-魏国步卒-青州兵-虎贲卫-乌桓骑兵-夏侯骁骑-虎豹骑-魏国弓手-魏国长弓手-饕餮弓卫
-
现在武林外传剑圣怎么加点 武林外传加点模拟详细阅读
在《武林外传》中,剑圣是一种高攻击、高爆发、高机动性的职业,适合进行快速的击杀。以下是一些建议的加点方向:1. 主属性加点:剑圣主要依靠物理攻击进行输出,因此主属性应该优先加点至最高。选择力量(STR)或敏捷(DEX)作为主属性均可,根据个
-
最好的纯牛奶是什么牌 最好纯牛奶前三名详细阅读

纯牛奶十大品牌排行榜。第一名:伊利伊利不仅是健康食品的提供者,同时也是健康生活方式的倡导者。伊利纯牛奶全程有机,保留每一滴牛奶的自然纯粹。纯脱脂,零添加,助力好身材,保持轻盈,轻松获得好曲线,开启健康好生活。第二名:蒙牛蒙牛作为国家农业产业
-
蒙牛特仑苏有机牛奶和伊利金典梦幻盖哪个好 蒙牛特仑苏牛奶价格详细阅读

伊利金典梦幻盖好喝。伊利金典梦幻盖当作一款特定的地域的饮品,长城内外都远近文明。伊利金典梦幻盖使用真正的大自然食材加工而来,添加剂较少。伊利金典梦幻盖里面含有丰富的营养成分,吃了对人身体尤为有好处。伊利金典梦幻盖适于大部分人的口味。伊利金典